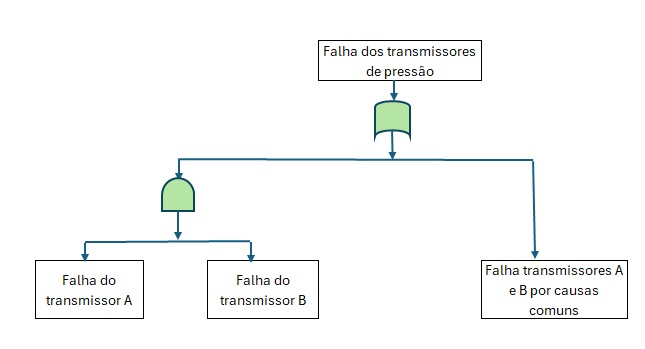
Causa comum de falha (CCF – common cause failure) é condição que desabilita duas ou mais barreiras com um mesmo evento. Nessa linha, a IEC-61511 define CCF como “falhas simultâneas de diferentes dispositivos, resultantes de um único evento, em que essas falhas não são consequências umas das outras”. Por outro lado, a IEC 61508 pontua que CCF é “o resultado de um ou mais eventos que causam falhas simultâneas em dois ou mais canais separados em um sistema multicanal, levando à falha do sistema”. Como exemplo, pode-se citar dois transmissores de pressão com votação 1oo2, que é bastante seguro, numa corrente que o produto tem o ponto de fusão de 40oC, por isso as linhas e tomadas devem possuir steam trace. Contudo, se houver uma falha no aquecimento, por exemplo, falha em purgador, poderá ocorrer obstrução e, mesmo com tomadas independentes, os transmissores falharão. Abaixo está uma representação por meio de árvore das falhas: Outras formas de ocorrer CCF é manutenção e calibração dos dois instrumentos serem feitas pela mesma pessoa, se houver um entendimento errado do set de calibração, o erro poderá ocorrer nos dois instrumentos. Esses eventos também podem ocorrer com válvulas de alívios de pressão (PSV), válvulas de alívio de pressão e vácuo (PVRV) e outros tipos de barreiras. O que pode ser feito para reduzir a possibilidade de ocorrer CCF: Em análise de risco, discutir as possibilidades de desabilitação simultânea de dois ou mais equipamentos por obstrução, manutenção incorreta, especificação errada, by-pass indevido, estresse de equipamento devido a temperatura, corrosividade, etc. Sabemos que no dia a dia é difícil fazer essa abordagem, mas vale a pena o facilitador da análise chamar a atenção desses pontos; Considerar diversidade de equipamentos; Cabos de instrumentos encaminhados separadamente; Independência entre as barreiras, por exemplo, tomadas diferentes, instrumentos em canais diferentes, etc.; Equipes diferentes para manutenção de equipamentos duplicados, entre outros. Para instrumentos, consulte a tabela D.1 da IEC 61508 parte 6. Precisando de ajuda, entre em contato com a ECS consultorias.